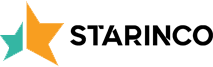
In heavy manufacturing industries, computer vision technology plays a critical role. optimizing production processes and improve overall efficiency. They facilitate precise quality control, equipment monitoring, and defect detection. We, at Starinco, we enable real-time analysis of assembly lines, identify anomalies to minimize downtime and maximize output, we monitor safety compliance and enhance predictive maintenance.


Starinco brings sector specific AI enabled computer vision solutions. The starinco team comprises of data scientists & subject matter experts enabling industry specific visual analytics use cases.
Contact Us